





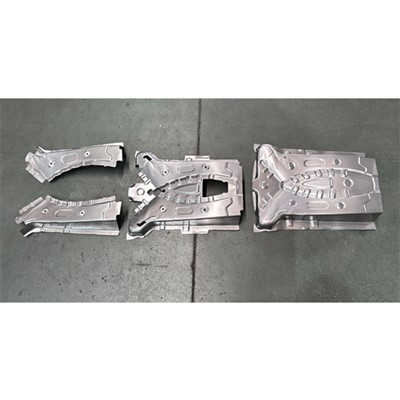
Progresivno kovinsko žigosanje
Velikost izdelka: 2640x935x730 mm
Material: ogljikovo jeklo, nerjavno jeklo, aluminijasta plošča, medenina, baker ali pocinkana pločevina itd.
Specifikacije produkta
|
ime izdelka |
Progresivno kovinsko žigosanje |
|
izdelek št. |
HTSD-001 |
|
Velikost izdelka |
2640 x 935 x 730 mm |
|
Material |
Ogljikovo jeklo, nerjavno jeklo, aluminijasta plošča, medenina, baker ali pocinkana pločevina itd. |
|
Debelina materiala |
0.5-8 mm ali po meri |
|
Površinska obdelava |
Pocinkano, prašno lakirano, barvanje, poliranje, ščetkanje, kromiranje, eloksiranje, peskanje itd. |
|
Strojna oprema |
CNC, EDM, Argie Charmilles, rezkalni stroj, 3DCMM, |
|
Metoda logotipa |
Lasersko graviranje, CNC graviranje |
|
Uporaba v industriji |
Avtomobilizem, gospodinjski aparati, elektronika, letalstvo in vesolje |
|
Pakiranje |
Lesena škatla ali po vaši želji |
|
Testni objekt |
Trikoordinatni merilni stroj, mikrometer, čeljust, 3D skener |
|
Proizvodna zmogljivost |
150 kompletov letno |
Uvedba progresivnega žigosanja kovin
Progressive Metal Stamping Die je metoda obdelave kovin, ki lahko vključuje prebijanje, kovanje, krivljenje in več drugih načinov spreminjanja kovinskih surovin v kombinaciji s sistemom samodejnega podajanja.
Ker se v vsaki "postaji" matrice opravi dodatno delo, je pomembno, da se trak premika zelo natančno, tako da se med premikanjem od postaje do postaje poravna znotraj nekaj tisočink palca. Kroglasti ali stožčasti "piloti" vstopajo v predhodno preluknjane okrogle luknje v traku, da zagotovijo to poravnavo, saj mehanizem podajanja običajno ne more zagotoviti potrebne natančnosti podajalne dolžine.


Kakšne koristi imajo kupci od naših izdelkov
Progresivno žigosanje kovin je zelo učinkovit in vsestranski proizvodni proces, ki se uporablja pri izdelavi različnih kovinskih komponent, kot so avtomobilski deli, elektronski deli, kovinski deli gospodinjskih aparatov in tako naprej. Ko gre za progresivno žigosanje kovin, obstaja več prednosti:
- Visoka učinkovitost: Progresivne matrice omogočajo izvedbo več operacij v eni sami stiskalnici, pri običajnem progresivnem žigosanju je lahko proizvodna zmogljivost do 30 udarcev na minuto, s čimer se bistveno poveča proizvodna stopnja v primerjavi s tradicionalnimi metodami žigosanja. Ker se več operacij izvaja hkrati, progresivna matrica žigosanje maksimira čas delovanja tiska in splošno produktivnost, kar ima za posledico višje stopnje proizvodnje.
- Stroškovna učinkovitost:Kljub začetnim stroškom namestitve je lahko progresivno žigosanje zaradi svoje hitrosti in učinkovitosti stroškovno učinkovitejše za obsežne proizvodne serije. To lahko prihrani veliko proizvodnih stroškov, ko stranka uporablja progresivno žigosanje kovin.
- Natančnost in točnost: Progresivne matrice so zasnovane za izvajanje natančnih in doslednih operacij žigosanja, kar zagotavlja enotnost in natančnost v izdelanih delih. Zato bo to povečalo konkurenčnost delov za žigosanje za stranke.
- Kompleksnost: Progresivne kovinske matrice za vtiskovanje se lahko prilagodijo zapletenim geometrijam in funkcijam delov, vključno z zapletenimi zavoji, oblikami in perforacijami, zaradi česar so idealne za izdelavo komponent z zahtevnimi konstrukcijskimi zahtevami. Torej, če imate višje zahteve glede izdelka, uporabite progresivno kovinsko matrico izpolniti zahtevo.
- Zmanjšana poraba materiala: Poenostavljena narava progresivnega žigosanja zmanjšuje materialne odpadke v primerjavi z drugimi proizvodnimi procesi, kar vodi k prihrankom stroškov in okoljskim koristim. To bo prihranilo materialne stroške za stranke.
- Razširljivost: Progresivno žigosanje je enostavno prilagodljivo za različne količine proizvodnje, zaradi česar je primerno tako za manjše kot za velike proizvodne operacije. Stranka lahko prilagodi proizvodnjo glede na različne količine.
- Dolga življenjska doba orodja: Progresivno kovinsko žigosanje zahteva visokokakovostne surovine in standardne dele. Glavni materiali vključujejo D2, YG15, DC53, SKD11, D2, SKH-9 in SKH-51. Z visoko kakovostjo surovin ta znatno podaljša življenjsko dobo matrice za progresivno kovinsko vtiskovanje. Življenjska doba je lahko do 2 milijona udarcev za velike dele.
Proizvodni proces progresivnega žigosanja kovin
Progresivno žigosanje kovin je postopek rezanja in oblikovanja, ki uporablja matrico, sestavljeno iz več postaj za žigosanje kovin, ki izvajajo hkratne operacije na delu, ko se prenaša skozi zvit trak. Natančneje, postopek poteka po naslednjih korakih:
- Izdelava orodja s strani orodjarjev. Usposobljeni izdelovalci orodij morajo izdelati orodje ali komplet rezil na podlagi potreb specifične aplikacije. Ker ta komplet rezil vsebuje vsa potrebna orodja za izvedbo proizvodnje, orodja ni treba menjati med operacijami.
- Postavite kocko. Ko je matrica izdelana, jo je treba postaviti v stiskalnico. Matrica se odpre, ko se stiskalnica za žigosanje premakne navzgor, in se zapre, ko se stiskalnica za žigosanje premakne navzdol.
- Naložite obdelovanec. Nato je treba obdelovanec postaviti v matrico. Obdelovanec se premika skozi matrico, medtem ko je ta odprta, in se postopoma dovaja v matrico z vsakim pritiskom stiskalnice.
- Izvedite operacije. Matrica lahko spreminja obdelovanec na različne načine, kot so vtiskovanje, kovanje, upogibanje, rezanje itd. Ko se matrica zapre, izvede svoje delovanje na obdelovancu.
- Izmet dela. Ko se obdelovanec premakne skozi vsako delovno postajo in prevzame končno obliko in velikost, se končni deli izvržejo iz matrice. Nato jih lahko izrežete iz nosilnega traku.
Naše zmogljivosti
CAE analiza: Natančna analiza CAE pomaga izboljšati kakovost delov in optimizirati matrico za prenos progresivnega kovinskega žigosanja in druge postopke orodja za žigosanje. Sočasni inženiring, pregled zasnove izdelka in zgodnja vključitev lahko pomagajo skrajšati projektni čas. To je primer naše CAE simulacije progresivnega žigosanja kovin:


Oblikovanje matrice za žigosanje:V oddelku za načrtovanje orodij lahko strankam zagotovimo celotno paleto storitev. Inženirji uporabljajo AUTOFORM, da zagotovijo izdelljivost žigosanja in simulacije (na voljo so študije razpok, gub, odboja, kompenzacije, videoposnetki itd.). Za popolno 3D/2D načrtovanje orodij naši oblikovalci (x9) uporabljajo programsko opremo UG.


Vodenje projektov:Za vsak projekt progresivnega žigosanja kovin bomo dodelili enega projektnega inženirja, ki bo vodil celoten postopek od koncepta samega začetka do popolnega zaključka. Imamo čudovito ekipo za vodenje projektov, ki ima močne inženirske izkušnje in dobro komunicira v angleščini. To pomaga, da vaš projekt poteka gladko in pod dobrim nadzorom. Stranke bomo obveščali o podrobnih informacijah o tem projektu s tedenskim poročilom in posodobljenimi slikami. Stranka lahko hkrati upravlja projekt. Zagotavljali bomo visok standard storitev za stranke s samoizboljševanjem. Samo en telefonski klic ali e-mail in videli boste, da smo pripravljeni na vas kadarkoli.

Optimizacija proizvodnih stroškov: Pri tesnem sodelovanju s strankami od načrtovanja procesa do oblikovanja orodij vedno porabimo veliko virov in truda za maksimiranje stopenj izkoriščenosti materiala in hod stiskalnice ter zmanjšanje števila orodnih postaj, hkrati pa zagotavljamo stabilnost in ponovljivost proizvodnje.

Izdelava matrice za štancanje:HT TOOL lahko sam ustvari progresivno kovinsko žigosanje, da zadovolji vse potrebe naših strank. Naš inženirski oddelek sodeluje z našim nadarjenim osebjem, da zagotovi kakovost vaših delov. Spodnja tabela je naš seznam strojne opreme:
|
izdelek št. |
Oprema |
Tehnični podatki (mm) |
KOL |
|
1 |
Press Machine |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Napajalni stroj tri v enem |
Širina 600 mm, debelina 0.5- 4.5 mm |
1 |
|
5 |
Napajalni stroj tri v enem |
Širina 1200mm, debelina 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Stroj za površinsko brušenje |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Ročni brusilni stroj |
150*400 |
2 |
|
10 |
Vertikalni vrtalni stroj |
ф1~32 |
3 |
|
11 |
Radialni vrtalni stroj |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Rezkalni stroj |
1150*500*500 |
2 |
|
14 |
Običajni stroji za rezanje žice |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Hitri stroji za rezanje žice |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stoma EDM |
300*200 |
1 |
|
19 |
3D skener |
650*550 |
1 |
Preizkus matrice za žigosanje: Imamo mehansko stiskalnico od 200T do 800T

Mehanska stiskalnica 200T
Največja velikost mize: 2400*840*550 mm

Mehanska stiskalnica 400T
Največja velikost mize: 3300*1500*750 mm

Mehanska stiskalnica 800T
Največja velikost mize: 4200*1800*1200 mm
Vse na enem mestu: Kot profesionalni proizvajalec progresivnega žigosanja kovin v kitajski industriji orodij s trdnimi zmogljivostmi in veliko zmogljivostjo HT Tool and Die ponuja celovito rešitev strankam z načrtovanjem in izdelavo orodij za hladno in vroče oblikovanje, preverjanjem vpenjal in varilnih priprav v svetovni avtomobilski industriji industrija.
Primerjava med matricami za žigosanje: enostavna matrica v primerjavi s sestavljeno matrico v primerjavi s progresivnim žigosanjem kovin v primerjavi s matricami za prenos
|
Funkcija |
Simple Die |
Sestavljena matrica ali kombinirana matrica |
Progresivnokovinsko žigosanje |
Prenosna matrica |
|
Operacije |
Enkratna operacija |
Več operacij (en udarec). Zelo omejeno na oblikovanje. |
Več operacij (zaporedje). Nekoliko omejeno na oblikovanje. Nekatere zapletene operacije risanja bi zahtevale prenosno matrico |
Več operacij (prestopanje med postajami). Vsak operacijski postopek je možen. |
|
Postaje |
Ena postaja |
Ena postaja |
Več postaj |
Več postaj |
|
Kompleksnost |
Nizka |
Nizka do srednja |
Visoka kompleksnost |
Visoka kompleksnost |
|
Testiranje plesni in postavitev |
enostavno |
Težko |
Zmerno. Moduli zmanjšajo kompleksnost in povečajo učinkovitost nastavitve. |
Običajno lažje kot progresivno, vendar zahteva prenosne in dvižne naprave, ki so prav tako zapletene za načrtovanje. |
|
Učinkovitost |
Zelo nizko |
Nizka |
Zelo visoko |
visoko. Počasneje kot progresivno glede na zahtevane operacije prenosa. |
|
Stroški |
Nizki stroški orodja, visoki stroški enote dela |
Srednji stroški orodja, srednji stroški enote dela |
Visoki stroški orodja, zelo nizki stroški enote dela |
Običajno višji stroški orodja in enote kot progresivni |
|
Obseg proizvodnje |
Nizka glasnost |
Srednja do visoka glasnost |
Velika količina (primerno za množično proizvodnjo) |
Velika količina, (primerno za množično proizvodnjo) |
|
Primernost |
Enostavni deli |
Enostavni deli |
Kompleksni deli |
Večji in/ali konkavni deli, kompleksni deli |
|
Stopnja izkoriščenosti materiala |
Zmerno do visoko |
Zmerno do visoko |
Zmerno. Potreba po pilotih in nosilcih lahko zmanjša porabo materiala. Dober dizajn lahko močno zmanjša proizvedeni odpad. |
Zmerno do visoko |
|
Postopek zapiranja |
1 udarec |
1 udarec |
Zadnja operacija |
Prva operacija |
Certificiranje

pogosta vprašanja
V: Kako deluje progresivno žigosanje?
V: Katere so glavne vrste žigosanja kovin?
V: Kakšni so postopki progresivnega žigosanja kovin?
V: Kaj so aplikacije za progresivno žigosanje kovin?
Priljubljena oznake: progresivno kovinsko žigosanje, Kitajska progresivno kovinsko žigosanje proizvajalci, dobavitelji, tovarna
Morda vam bo všeč tudi





Pošlji povpraševanje