





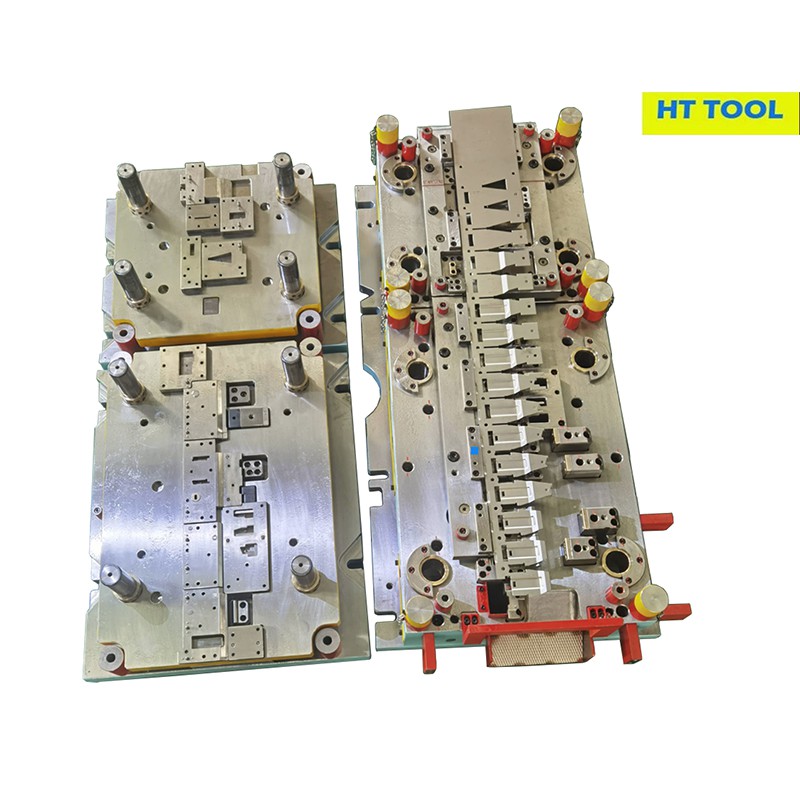
Sestavljeno orodje in progresivno orodje
Velikost izdelka: 2500L*700W*550H
Material: ogljikovo jeklo, nerjavno jeklo, aluminijasta plošča, medenina, baker ali pocinkana pločevina itd.
Opis izdelkov
|
Ime izdelka |
Sestavljeno orodje in progresivno orodje |
|
Št. artikla |
HTSD-004 |
|
Velikost izdelka |
2500L*700W*550H |
|
Material |
Ogljikovo jeklo, nerjavno jeklo, aluminijasta plošča, medenina, baker ali pocinkana pločevina itd. |
|
Debelina materiala |
0.5-8 mm ali po meri |
|
Površinska obdelava |
Pocinkano, prašno lakirano, barvanje, poliranje, ščetkanje, kromiranje, eloksiranje, peskanje itd. |
|
Strojna oprema |
CNC, EDM, Argie Charmilles, rezkalni stroj, 3DCMM, |
|
Metoda logotipa |
Lasersko graviranje, CNC graviranje |
|
Uporaba v industriji |
Avtomobilizem, gospodinjski aparati, elektronika, letalstvo in vesolje |
|
Pakiranje |
Lesena škatla ali po vaši želji |
|
Testni objekt |
Trikoordinatni merilni stroj, mikrometer, čeljust, 3D skener |
|
Proizvodna zmogljivost |
150 kompletov letno |
Uvedba sestavljenega in progresivnega orodja:
Sestavljene matrice za vtiskovanje so izdelane s pomočjo zasnove sestavljene matrice. Ta matrica je narejena za opravljanje več nalog z vsakim pritiskom stiskalnice in se uporablja za operacije rezanja, kot sta brušenje in prebadanje. Zaradi svoje zmožnosti hitrejšega opravljanja nalog kot preproste matrice za žigosanje so sestavljene matrice za žigosanje bolj primerne za zapletena ali težka dela.
Progresivno žigosanje orodij je zaradi visoke ponovljivosti idealno za dolge proizvodne serije. Pri tej metodi žigosanja kovin se uporablja en sam stroj z več postajami za matrice. Vsaka postaja, kjer se izvaja operacija žigosanja, samodejno premakne kovinski trak osnovnega materiala. Končni del je treba nato kot zadnji korak odrezati s traku.


Sestavljeno orodje in progresivni postopek orodja
Sestavljeno orodje in progresivno orodje ponujata stroškovno učinkovito in učinkovito metodo za izdelavo velikih količin z uporabo progresivne matrice. Matrica vsebuje več postaj za vtiskovanje, ki izvajajo edinstvene operacije oblikovanja, ko se trak pločevine dovaja skozi stroj. Združevanje potrebnih orodij za žigosanje v en komplet matrice izboljša učinkovitost projekta žigosanja.
Naslednje komponente so bistvene za progresivno matrico:
❆Set matrice
❆Gumbi za izrezovanje (puše)
❆Udarci
❆Držalo za luknjače
❆Plošča (odsek)
❆Zatiči
❆Odstranjevanje polžev
❆Striper
Sestavljeno orodje in progresivno orodje lahko vključujeta tudi funkcije, kot so podvrstice, bloki za zaustavitev, diapozitivi ali senzorji. Primarni cilj teh komponent je zagotoviti natančno rokovanje z materialom.
Progresivno kovinsko žigosanje poteka po naslednjih korakih:
Progresivna matrica je nameščena znotraj izmenične stiskalnice.
Stiskalnica se premakne navzgor, s seboj prinese zgornjo matrico in omogoči, da se kovinski trak poda v opremo.
Ko se stiskalnica premakne navzdol, se matrica zapre, da se izvede operacija žigosanja.
Končni del se sprosti iz matrice z vsakim gibom stiskalnice.
Končna rezalna postaja loči končne dele od transportnega traku.
Naše storitve
CAE analiza: Natančna analiza CAE pomaga izboljšati kakovost delov in optimizirati matrico za prenos progresivnega kovinskega žigosanja in druge postopke orodja za žigosanje. Sočasno inženirstvo, pregled zasnove izdelka in zgodnja vključitev lahko pomagajo skrajšati projektni čas. To je primer naše CAE simulacije progresivnega žigosanja kovin:
CAE simulacija

3D simulacija prenosne matrice

Oblikovanje matrice za žigosanje:V oddelku za načrtovanje orodij lahko strankam zagotovimo celotno paleto storitev. Inženirji uporabljajo AUTOFORM, da zagotovijo izdelljivost žigosanja in simulacije (na voljo so študije razpok, gub, odboja, kompenzacije, videoposnetki itd.). Za popolno 3D/2D načrtovanje orodij naši oblikovalci (x9) uporabljajo programsko opremo UG.
3D progresivno kovinsko žigosanjeoblikovanje

3D prenosna matricaoblikovanje

Vodenje projekta:Za vsak projekt progresivnega žigosanja kovin bomo dodelili enega projektnega inženirja, ki bo vodil celoten postopek od koncepta samega začetka do popolnega zaključka. Imamo čudovito ekipo za vodenje projektov, ki ima močne inženirske izkušnje in dobro komunicira v angleščini. To pomaga, da vaš projekt poteka gladko in pod dobrim nadzorom. Stranke bomo obveščali o podrobnih informacijah o tem projektu s tedenskim poročilom in posodobljenimi slikami. Stranka lahko hkrati upravlja projekt. Zagotavljali bomo visok standard storitev za stranke s samoizboljševanjem. Samo en telefonski klic ali e-mail in videli boste, da smo pripravljeni na vas kadarkoli.

Optimizacija proizvodnih stroškov: Pri tesnem sodelovanju s strankami od načrtovanja procesa do oblikovanja orodij vedno porabimo veliko virov in truda za maksimiranje stopenj izkoriščenosti materiala in hod stiskalnice ter zmanjšanje števila orodnih postaj, hkrati pa zagotavljamo stabilnost in ponovljivost proizvodnje.

Izdelava matrice za štancanje:HT TOOL lahko sam ustvari progresivno kovinsko žigosanje, da zadovolji vse potrebe naših strank. Naš inženirski oddelek sodeluje z našim nadarjenim osebjem, da zagotovi kakovost vaših delov. Spodnja tabela je naš seznam strojne opreme:
|
Št. artikla |
Oprema |
Tehnični podatki (mm) |
KOL |
|
1 |
Stiskalnica stroj |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Napajalni stroj tri v enem |
Širina 600 mm, debelina 0.5- 4.5 mm |
1 |
|
5 |
Napajalni stroj tri v enem |
Širina 1200mm, debelina 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Stroj za površinsko brušenje |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Ročni brusilni stroj |
150*400 |
2 |
|
10 |
Vertikalni vrtalni stroj |
ф1~32 |
3 |
|
11 |
Radialni vrtalni stroj |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Rezkalni stroj |
1150*500*500 |
2 |
|
14 |
Običajni stroji za rezanje žice |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Hitri stroji za rezanje žice |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stoma EDM |
300*200 |
1 |
|
19 |
3D skener |
650*550 |
1 |
Preizkus matrice za žigosanje: Imamo mehansko stiskalnico od 200T do 800T

Mehanska stiskalnica 200T
Največja velikost mize: 2400*840*550 mm

Mehanska stiskalnica 400T
Največja velikost mize: 3300*1500*750 mm

Mehanska stiskalnica 800T
Največja velikost mize: 4200*1800*1200 mm
Storitev vse na enem mestu: Kot profesionalni proizvajalec progresivnega kovinskega žigosanja v kitajski orodni industriji s trdnimi zmogljivostmi in veliko zmogljivostjo HT Tool and Die ponuja celovito rešitev strankam z načrtovanjem in izdelavo orodij za hladno in vroče oblikovanje, preverjanjem vpenjal in varilnih šablon v svetovni avtomobilski industriji industrija.
Primerjava med matricami za žigosanje: enostavna proti sestavljeniumretiproti progresivnemukovinsko žigosanjev primerjavi s prenosnimi matricami
|
Funkcija |
Preprosto Umre |
Sestavljena matrica ali kombinirana matrica |
Progresivnokovinsko žigosanje |
Prenosna matrica |
|
Operacije |
Enkratna operacija |
Več operacij (en udarec). Zelo omejeno na oblikovanje. |
Več operacij (zaporedje). Nekoliko omejeno na oblikovanje. Nekatere zapletene operacije risanja bi zahtevale prenosno matrico |
Več operacij (prestopanje med postajami). Vsak operacijski postopek je možen. |
|
Postaje |
Ena postaja |
Ena postaja |
Več postaj |
Več postaj |
|
Kompleksnost |
Nizka |
Nizka do srednja |
Visoka kompleksnost |
Visoka kompleksnost |
|
Testiranje plesni in postavitev |
enostavno |
Težko |
Zmerno. Moduli zmanjšajo kompleksnost in povečajo učinkovitost nastavitve. |
Običajno lažji od progresivnega, vendar zahteva prenosne in dvižne naprave, ki so tudi zapletene za načrtovanje. |
|
Učinkovitost |
Zelo nizko |
Nizka |
Zelo visoko |
visoko. Počasneje kot progresivno glede na zahtevane operacije prenosa. |
|
Stroški |
Nizki stroški orodja, visoki stroški enote dela |
Srednji stroški orodja, srednji stroški enote dela |
Visoki stroški orodja, zelo nizki stroški enote dela |
Običajno višji stroški orodja in enote kot progresivni |
|
Obseg proizvodnje |
Nizka glasnost |
Srednja do visoka glasnost |
Velika količina (primerno za množično proizvodnjo) |
Velika količina (primerno za množično proizvodnjo) |
|
Primernost |
Preprosti deli |
Preprosti deli |
Kompleksni deli |
Večji in/ali konkavni deli, kompleksni deli |
|
Stopnja izkoriščenosti materiala |
Zmerno do visoko |
Zmerno do visoko |
Zmerno. Potreba po pilotih in nosilcih lahko zmanjša porabo materiala. Dober dizajn lahko močno zmanjša proizvedeni odpad. |
Zmerno do visoko |
|
Postopek zapiranja |
1 udarec |
1 udarec |
Zadnja operacija |
Prva operacija |
Sestavljeno orodje in progresivno orodje Uporaba:

Dostava in paket za sestavljeno orodje in progresivno orodje:

Dobavni rok za sestavljeno orodje in progresivno orodje:
|
|
Progresivno orodje |
Sestavljeno orodje |
||||
|
Čas izvedbe |
Majhne matrice (Manjše ali enako 1 M) tedne |
SrednjeVelikost ( 2 M-3M ) tedne |
Velik Velikost (3M- ) tedne |
Strgovsko središčeVelikost Manjši ali enak 2000 mm tedne |
Medium umre 2000-3000 mm tedne |
Velika velikost Večji ali enak 3000 mm tedne |
|
Simulacija |
2 -3.5 tednov |
3.5 -5.5 tednov |
5,5 tednov |
2 -3.5 tednov |
3.5 -5.5 tednov |
6 tednov |
|
Oblikovanje |
||||||
|
Vzorec |
|
|
|
0.5 tednov |
0.5 tednov |
1 teden |
|
Litje/jeklo |
0.5 -1 tednov |
1 teden |
1,5 tedna |
3 tedne |
4 tedne |
4 tedne |
|
Proizvodnja |
2.5 -3.5 tednov |
3.5 -5.5 tednov |
7 tednov |
2.5 -4 tedna |
3.5 - 5.5 tednov |
7 tednov |
|
Toplotna obdelava |
||||||
|
Montaža |
3 - 4 tednov |
5 - 10 tednov |
10 tednov |
3 - 4 tednov |
5 - 10 tednov |
10 tednov |
|
Lasersko rezani deli |
||||||
|
Izključeni deli orodja |
||||||
|
OK deli |
||||||
|
Odkupi |
||||||
|
Skupaj |
8 -12 tednov |
13 -22 tednov |
24 tednov |
11 -15 tednov |
16.5 -25.5 tednov |
28 tednov |
pogosta vprašanja:
Katere so različne vrste matric?
✹Različne vrste matric
✹Enostavna kocka.
✹Sestavljena matrica.
✹Progresivno Umre.
✹Prenos Umre.
✹Kombinirana matrica.
✹Multiple Umre.
✹Okrogla deljena matrica.
✹Nastavljiva matrica.
Definicija in postopek za sestavljeno orodje?
Vtiskovanje s sestavljenim orodjem se od progresivnega vtiskovanja z orodji razlikuje po dokončanju več operacij – kot sta rezanje in oblikovanje – v eni sami potezi. Ta metoda je podobna kuharju, ki izvede več nalog rezanja v enem hitrem gibu.
Še posebej je učinkovit pri izdelavi ravnih delov, kjer je treba dodati več elementov hkrati. Ta pristop z enim udarcem zagotavlja visoko natančnost in poravnavo, zaradi česar je idealen za dele z vrhunsko dimenzijsko natančnostjo.
Prednosti spojineŠtancanje orodja?
Glavna prednost žigosanja s sestavljenim orodjem je njegova natančnost. Ker se več operacij izvede z enim gibom, je tveganje neusklajenosti med procesi zmanjšano, kar ima za posledico zelo natančne dele.
Ta metoda je učinkovita tudi pri izdelavi ploščatih komponent, saj zmanjša število potrebnih zadetkov v primerjavi z drugimi metodami in s tem pospeši proizvodnjo.
Poleg tega žigosanje s sestavljenim orodjem ustvari manj odpadnega materiala, kar prispeva k prihrankom stroškov in okoljski trajnosti.
Slabosti in omejitveorodja Compound
Omejitve sestavljenega žigosanja orodij vključujejo nižjo proizvodno hitrost kot progresivno žigosanje orodij, saj se na splošno uporablja za podrobnejše in natančnejše delo namesto za visokohitrostno masovno proizvodnjo.
Poleg tega obstajajo boljše metode za kompleksne dele, ki zahtevajo več operacij upogibanja ali oblikovanja. Kompleksnost in globina delov, ki jih je mogoče izdelati, sta omejeni, kar pomeni, da je ta metoda najprimernejša za enostavnejše, ploščate komponente.
Priljubljena oznake: sestavljeno orodje in progresivno orodje, Kitajska sestavljeno orodje in progresivno orodje proizvajalci, dobavitelji, tovarna
Morda vam bo všeč tudi





Pošlji povpraševanje